Intelligent transport systems with independently controlled shuttles pave the way for mass production in batch size one. The only way for that to truly work, however, is if you're able to drastically reduce the development overhead for programming the shuttle movements – using intelligent system software like B&R's mapp Trak.
Products with a personal touch are more than just an eye-catcher: they awaken in consumers a deep desire to own them. More and more manufacturers are looking to secure their share of mass-customization profits by equipping their plants with intelligent, track-based transport systems. Mass customization is only profitable, however, if the track system is flexible enough to accommodate product variants or completely new products quickly and inexpensively.

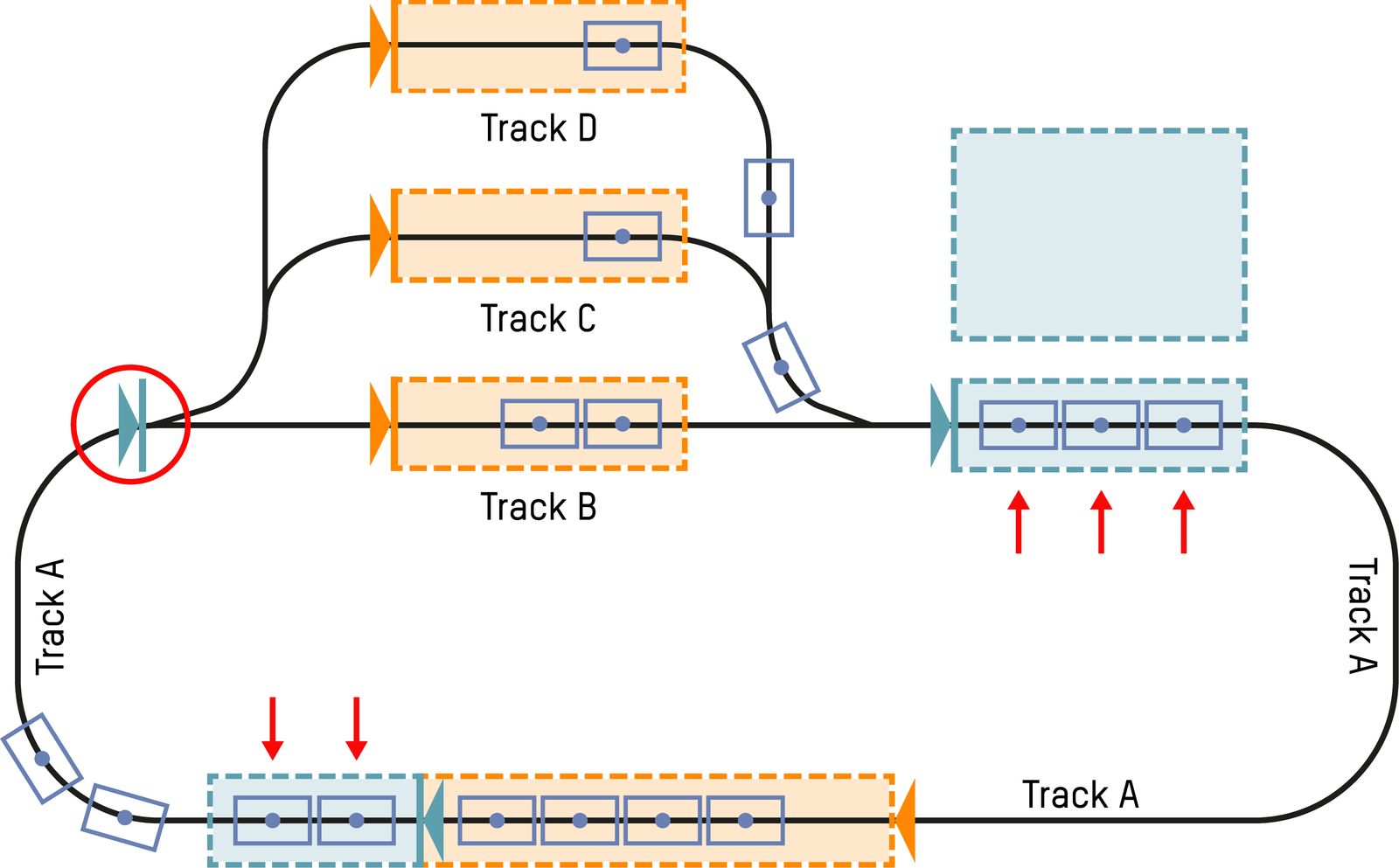
The intelligent ACOPOStrak transport system from B&R does exactly that. The system has a modular structure – with four basic track elements and diverters that allow it to morph into virtually any layout and be easily adapted or expanded at any time. The electromagnetically driven shuttles can be controlled independently – even when located on either side of a diverter.
The highly scalable system architecture allows for layouts with track lengths in excess of 100 meters and populated by hundreds of shuttles. And yet: "Despite the complexity of the track system, it is easy to handle," explains B&R's mechatronic technologies manager, Robert Kickinger. B&R has
simplified the process of engineering ACOPOStrak solutions to help both machine builders and manufacturing companies get their products to market as quickly as possible. "When you minimize the amount of engineering work and associated costs, you can also achieve an attractive return on investment," adds Kickinger.
Collision impossible
To do that, what the OEM or machine operator need is the mapp Trak system software that accompanies the ACOPOStrak system. "This software is the work of our masterminds in development," explains the mechatronics specialist. They have mastered the complex mathematical tasks behind key ACOPOStrak functionality,
including collision avoidance, dividing and merging product flows at full speed and calculating optimal routes. Freed from having to worry about these tasks, application developers save valuable engineering time.
Even with products of different sizes and weights, there are no collisions. Product size can be configured manually or measured with sensors, and mapp Trak automatically adjusts the shuttle controls to prevent collisions.
Process-oriented programming
A second factor that substantially simplifies the engineering process is process-oriented programming. With mapp Trak, the software engineer describes rules for how the shuttles should behave on the track. The rules become active when shuttles pass virtual trigger points. This simple methodology based
on state machines makes implementing motion sequences extremely efficient.
With ACOPOStrak, there's no need to program axes and motion profiles for each shuttle individually – a prohibitively time-consuming task in cases with hundreds of shuttles and
many possible routes. A further benefit of process-oriented
programming is that shuttles can be taken off the track or added without requiring any changes to the application software.
Simulation for efficient operation
The simulation capabilities integrated in mapp Trak provide clear visual confirmation that the system will run smoothly. Developers can test with how many shuttles and at which speed the application will deliver the highest productivity. "They can play through many scenarios on their office PC without the constraints and risks of a real system," says B&R's project manager for track systems, Davide Migliorisi. This software is identical to the system software later used on the controller. It's possible to switch back and forth between simulation and real operation at any time.
Scene Viewer can also be used to visualize how shuttles interact with additional mechanical elements such as screwdrivers, labelers or robots. All you need to do is import a STEP file of the respective machine element and model its movement in space over time. This allows the developer not only to simulate the track, but also the interaction with additional machine elements. "It is this practical orientation of mapp Trak's simulation power that our customers appreciate so much," confirms Migliorisi.
"And the interaction with external mechanical elements works so well," he adds, "because ACOPOStrak carries the genes of the ACOPOS servo drive family." The ACOPOS family has sophisticated functions for operating single or multi-axis systems, as well as extensive options for axis coupling.
The shuttles can therefore be tightly coordinated with axes driven by ACOPOS servo drives using PLCopen commands, and displayed as digital twins in Scene Viewer.

Maximum flexibility
Customers have already confirmed that ACOPOStrak is easy to handle. Kickinger reports that one customer who had extended an existing machine with additional linear motor segments using ACOPOStrak had only fifteen minutes of software development work before the machine was back up and running. This is an impressive display of the strength of ACOPOStrak's programming concept, which is decoupled from the hardware.
With the mapp Trak system software, product data can be clearly linked to the shuttle on which the respective product is currently located. "That gives you the highest degree of flexibility," says Kickinger. A product-specific data record on a pharmaceutical production line, for example, can contain the exact composition of the
active ingredient and a unique product ID. It is also possible to store the date and time each product passes through each processing station. This makes it easy for application engineers to implement FDA-compliant tracking.
Manageable complexity
mapp Trak guarantees three things: that the shuttles do not collide, that they do not cross virtual barriers and that the configurable speed limits are adhered to. With these guarantees, the easy programming and the integrated simulation, B&R has made the flexible ACOPOStrak transport system very easy for the user to handle. This also makes it possible to implement new products in any batch size quickly and with minimal overhead. This is a crucial aspect for winning new production orders on short notice.
Author: Carmen Klingler-Deiseroth, freelance journalist
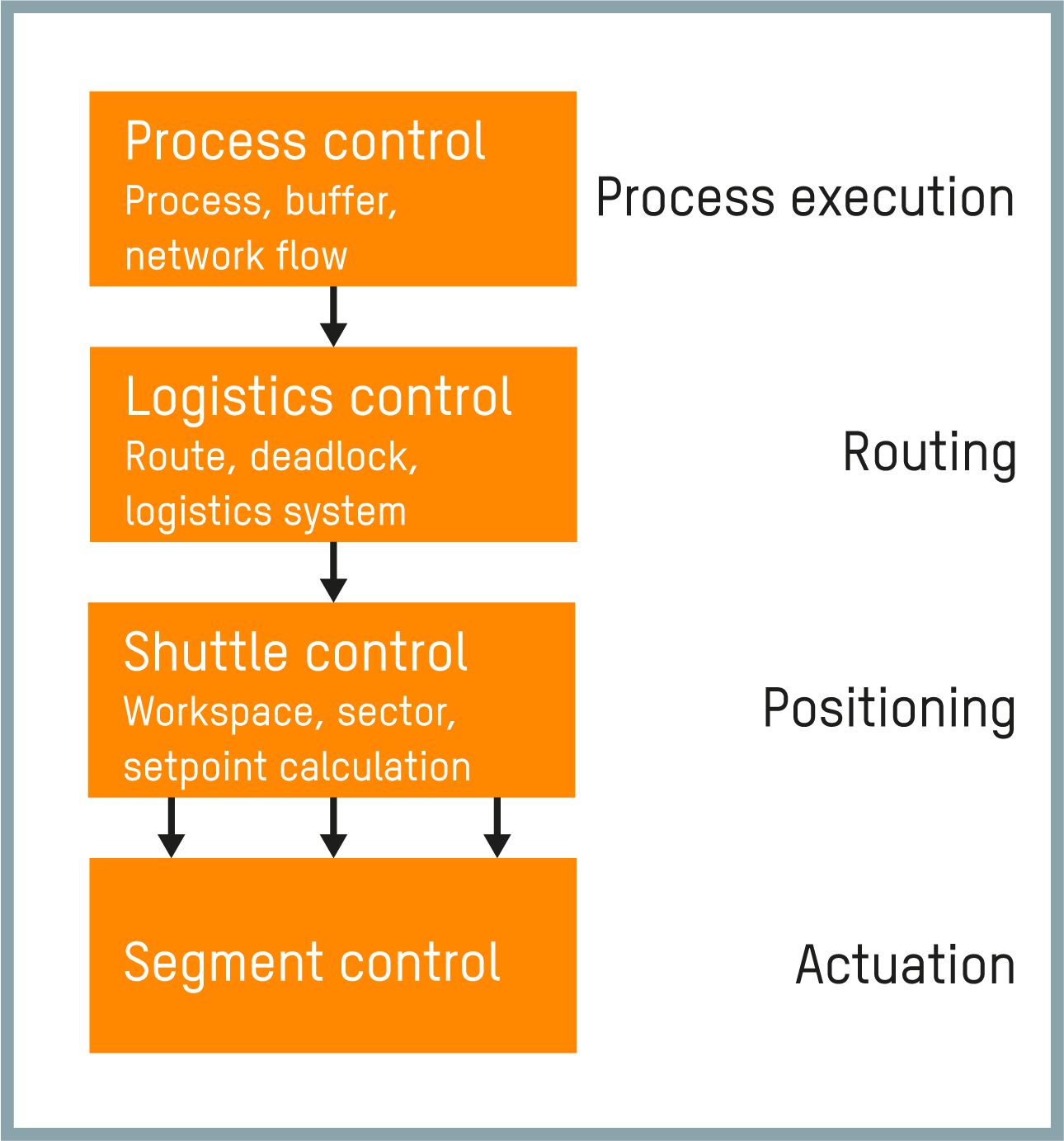
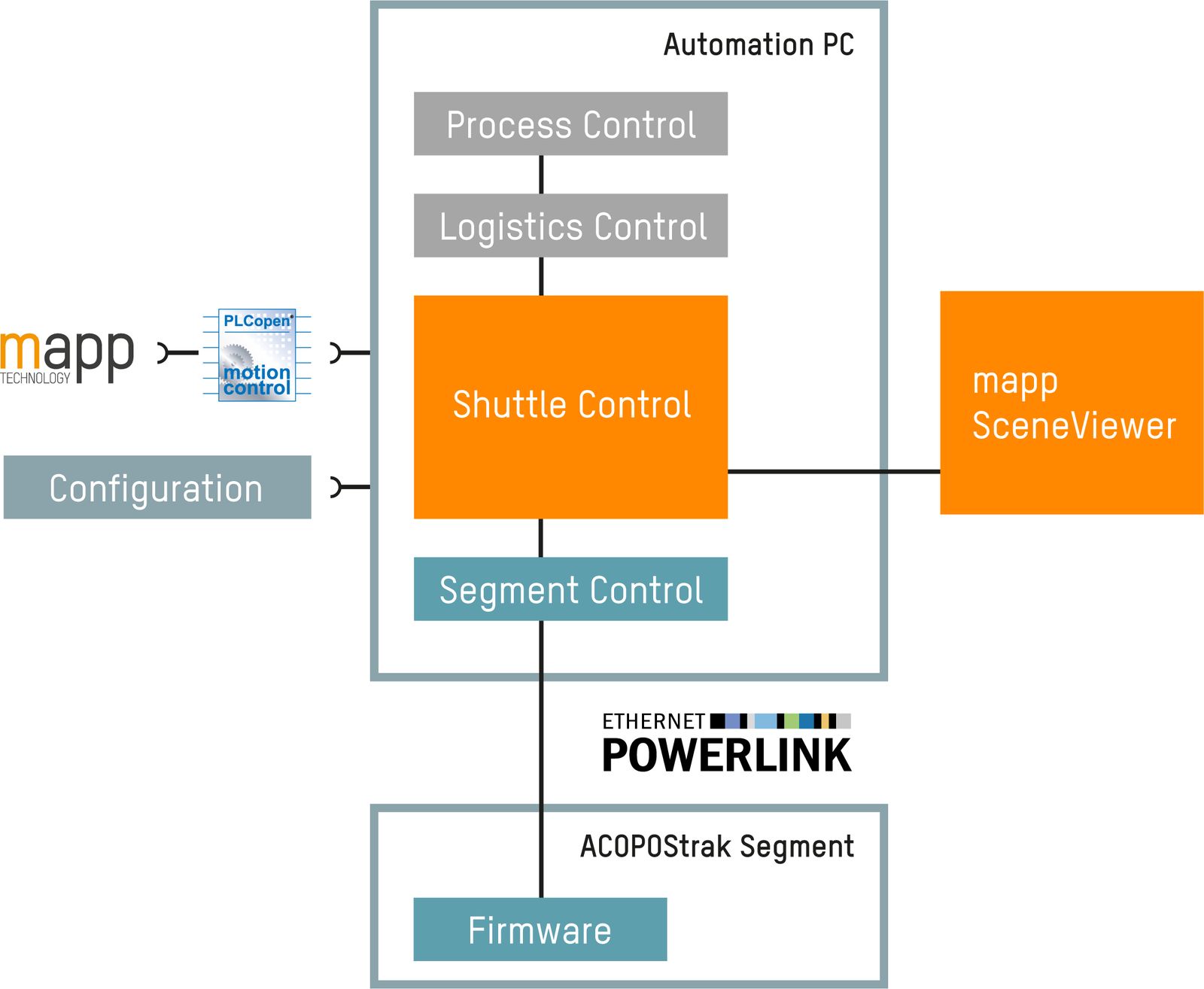
The mapp Trak architecture
The software architecture of mapp Trak is divided into four basic levels. The lowest one, the segment control level, controls the movement of the shuttles located on the respective segment.
The next layer up, the shuttle control level, is where things like the position setpoints for the shuttles are calculated. If the application engineer wants to couple the shuttles to an external axis or to another shuttle, for example using PLC function blocks, that happens at this level. This is also the level that handles shuttles being added to and removed from the track – for example when ACOPOStrak is used in combination with conventional conveyor belts or if shuttles are added and removed by humans or robots.
Software elements on the third level, logistics control, provide automated routing from processing station to processing station.
The fourth level is dedicated to process control. This level also represents the programming interface for the software engineer to describe the process flow.